
Page 232 - Nikko Tools - Update 2019
P. 232
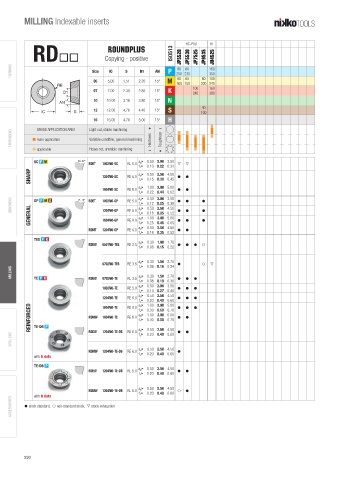
MILLING Indexable inserts
HC-PVD HT
RoundPlus
RD Copying - positive ISO513 JP5520 JP5530 JP7525 JP9535 JU4525
TURNING Size IC S D1 AN P 250 230 160
80 60
350
60 100
60 60
05 5.00 1.51 2.20 15° M 160 150 200 240
07 7.00 2.38 2.80 15° K 100 160
380
240
10 10.00 3.18 3.80 15° N
40
12 12.00 4.76 4.40 15° S 100
16 16.00 4.76 5.00 15° H
d
d
GRADE APPLICATION AREA
Light cut, stable machining
THREADING d main application Variable condition, general machining | Hardness + + Toughness | d d d d d
d
d
d
d
d
d
d
d
d
d
d
d
d
d
d applicable Heavy cut, unstable machining d d d
d
SC P M RDET 1003M0-SC RE 5.0 a p£ 0.50 2.00 3.50 m m
f z£ 0.10 0.22 0.34
SHARP 1204M0-SC RE 6.0 a p£ 0.50 2.50 4.50 h h
f z£ 0.15 0.30 0.45
1604M0-SC RE 8.0 a p£ 1.00 3.00 5.00 h h
f z£ 0.22 0.44 0.62
a p£ 0.50 2.00 3.50
GROOVING GP P M S RDET 1003M0-GP RE 5.0 f z£ 0.12 0.25 0.38 h h h
GENERAL 1604M0-GP RE 8.0 f z£ 0.18 0.35 0.52 h h h
a p£ 0.50 2.50 4.50
1204M0-GP
h
h
RE 6.0
h
a p£ 1.00 3.00 5.00
a p£ 0.50 2.50 4.50
RDMT 1204M0-GP RE 6.0 f z£ 0.25 0.45 0.65 h h
f z£ 0.18 0.35 0.52
TES P K
RDEW 0501M0-TES RE 2.5 a p£ 0.30 1.00 1.70 h h h f
f z£ 0.08 0.15 0.22
0702M0-TES RE 3.5 a p£ 0.30 1.50 2.70 h f m
f z£ 0.08 0.16 0.24
MILLING a p£ 0.30 1.50 2.70
TE P K
RDEW
0702M0-TE
RE 3.5
f z£ 0.08 0.19 0.30 h h h
a p£ 0.50 2.00 3.50
1003M0-TE RE 5.0 h h h
f z£ 0.14 0.27 0.40
a p£ 0.50 2.50 4.50
1204M0-TE RE 6.0 h h h
f z£ 0.20 0.40 0.60 h h h
REINFORCED TE-D6 P RDMW 1604M0-TE RE 8.0 f z£ 0.30 0.50 0.70 h h
a p£ 1.00 3.00 5.00
1604M0-TE
RE 8.0
a p£ 1.00 3.00 5.00
f z£ 0.30 0.50 0.70
DRILLING RDEW 1204M0-TE-D6 RE 6.0 a p£ 0.50 2.50 4.50 h h
f z£ 0.20 0.40 0.60
RDMW 1204M0-TE-D6 RE 6.0 a p£ 0.50 2.50 4.50 h
with 6 dots f z£ 0.20 0.40 0.60
TE-D8 P
RDEW 1204M0-TE-D8 RE 6.0 a p£ 0.50 2.50 4.50 h h
f z£ 0.20 0.40 0.60
RDMW 1204M0-TE-D8 RE 6.0 a p£ 0.50 2.50 4.50 f h
f z£ 0.20 0.40 0.60
with 8 dots
ACCESSORIES h stock standard, f non-standard stock, m stock exhaustion
230
16/04/2019 16:02:04
08-MILLING.indd 230 16/04/2019 16:02:04
08-MILLING.indd 230